Conveyors indeed make the world move. Some of the industries are highly dependable on the use of conveyor systems. Conveyors are designed to improve productivity but they are often the most misunderstood part of the material handling process. We are here to help you understand the role of conveyors!
What are conveyors and what are they used for?
The simplest conveyor definition is a person or thing that transports something. In industry, it generally refers to a track, either motorized or not, which carries parts or products from one location to another in warehouses, assembly lines, or distribution centers. A conveyor is a piece of mechanical handling equipment that makes light work of moving things, setting a pace for operations, and preventing injury to workers.
Conveyor systems are designed for many different purposes and applications, so each one looks a little bit different.
Choosing the proper conveyor system design for your business will keep your employees safe and efficient, and create standards that make logistics and forecasting a whole lot easier.
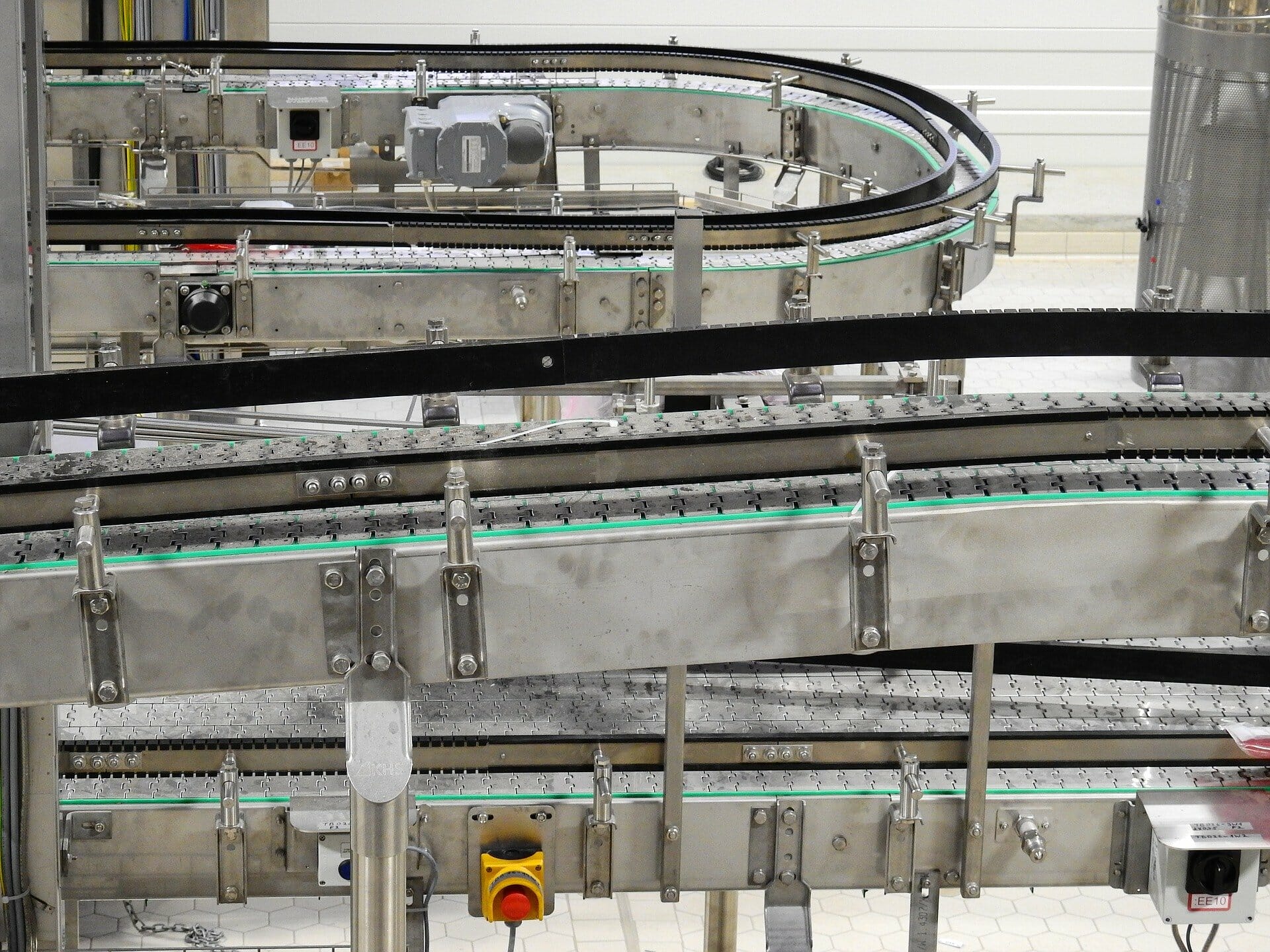
How does a conveyor belt work?
While conveyors are incredibly simple machines, they are still invaluable in industrial settings. Some are simple rollers affixed to rails. Others use small trolleys to move along a track.
These types may be powered by gravity or motors. Many common conveyors use rotating pulleys to drive a belt that is looped around them. In these types, one or more of the pulleys is powered by a motor that moves the belt.
The belt may be made of different materials and the motor may be more or less powerful, depending on the application.
Which type of motors are used in conveyors?
Aside from the construction of the conveyor mechanism itself, you will want to make sure your unit utilizes the correct type of motors for the load you are moving. They turn a sprocket on the drive pulley, so they provide power and speed to the conveyor.
The amount of horsepower needed will vary with each application, depending on your load and speed requirements. Most businesses run on 3phase AC power supplies, and there are three main types of 3 phase conveyor motors.
-
Fixed Speed Motors
As you may have guessed, a fixed speed motor rotates your pulley at a fixed rate. It’s a good option if you have little to no interest in speeding up or slowing down the conveyor.
-
Variable Speed Motors
The difference between a fixed speed and variable speed motor is the ability to easily adjust the speed of the conveyor.
-
Position Control Motors
The most complex of the three, position control motors give operators the ability to precisely control the belt, and have a much wider range of functions than the others. They are ideal for complex movements, or when precision in starting and stopping is essential.

What’s the Difference Between Conveyor Systems?
Each conveyor system is tailored to specific functions. Some are better at moving hundreds of small objects a short distance, while others may be suited best to moving enormous objects large distances. Some conveyors’ belts may not work in certain applications, so belts for conveyors are produced with a number of different materials.
How many types of conveyors are there?
There are nearly as many types of conveyors as there are applications for them, and one may work better than others for certain applications. There are also many applications for which multiple options would work well, so you want to look very carefully at exactly what you are trying to accomplish with your new conveyor. Sometimes the difference comes down to power consumption and maintenance costs, but those add up, and are worth taking into consideration. Other times, you need something completely specialized.
-
Beam trolley conveyors
The beam trolley system is a simple design that has stood the test of time. A trolley is mounted to an overhead beam, meaning anything mounted to the trolley can be easily moved through the air, along the beam. They give you the ability to move heavy loads easily, and also give you the ability to handle curves smoothly. They are driven by the weight of the load, so you don’t need to worry about power or motors, or the associated costs. The fact that it’s load driven makes beam trolley conveyors difficult to move up an incline or down a decline, so it’s not suitable for all applications.
-
Belt conveyors
This may be the conveyor you are most familiar with, because it is the most commonly used type. Belting for conveyors is typically a large loop made of rubber or pvc, which is powered by two or more rollers. This type of conveyor belt makes it suitable for transporting fragile or small objects, but that same rubber construction means it can have trouble with heavy objects, abrasive or corrosive materials.
-
Live or motorized roller conveyors
Roller conveyors operate almost in the exact opposite way as a belt conveyor. Instead of pulleys driving a belt, a roller conveyor uses a belt to drive rollers. As the belt drives the rollers simultanously, objects on top of them move in the direction of the rotation. They are a safe way to move objects of all weights and sizes, but the skilled labor it takes to maintain and repair it means you could lose significant productivity if it goes down.
-
Chain conveyors
You may have seen this type of conveyor at your local pizza shop. It is very similar to belt conveyors, but it uses a chain mesh instead of a rubber belt. The chain mesh makes it a poor choice for fragile materials, but they are a low maintenance way to transport heavier loads or to transport items through rough elements like the heat of a pizza oven. They do consume more power, so they are sometimes reserved for applications that a rubber belt may not be suitable for.
-
Slat conveyors
A slat conveyor uses slats of wood, metal, or some other material that are mounted to roller chains to transport goods. They are a sturdy option that works well for moving heavy materials, but they are expensive and they use a lot of energy.
-
Inverted power and free conveyors
When your needs exceed those of just setting a box on a track to be dropped somewhere down the line, an inverted conveyor is a different kind of option available to you. With an inverted conveyor, you secure your load to a trolley or some other mechanical apparatus that runs on the track.
Each trolley can start and stop independent of the others, and allows you to stop individual loads without impacting the rest of the line. This allows you to operate at different speeds and store products on the line. The downsides include higher energy costs and the need for occasional replacement of chains.
-
Over-under conveyors
If space saving design is a must for your application, over-under conveyors provide efficiency in the small footprint you require. In this type of conveyor, tracks are stacked on top of one another, one dedicated to delivery, and the other to return. They are available in gravity feeding and motorized variations. They may require manual loading, and the motorized type may utilize a lot of energy, so you’ll need to weigh these variables against your need to conserve space.
-
Overhead Conveyors
An overhead conveyor works like a ski lift on a mountain. The track runs overhead, and hooks or platforms hang vertically below, allowing products or people to be airlifted to their destinations. They typically run in a large loop that hangs from the ceiling so the hooks can return to the point of origin.
-
Chute Conveyors
A chute conveyor is basically a slide that can be used in multiple applications. They easily transport objects from upper-level lines to lower-level lines, and they are great at collating objects from multiple lines and transferring them to a common destination.
We carry a wide range of product handling conveyors, so we can design a solution for whatever your specific needs may be. In addition to the conveyors listed above, we offer specialized products that can eliminate the downsides associated with conventional conveyor systems.

Product Handling Conveyor Systems
An ARB, or activated roller belt conveyor, is a type of conveyor patented by Intralox. This technology allows you to use modular plastic belting without the need for guard rails. Not only does this reduce equipment costs, but it reduces downtime due to jams and stoppages.
-
Belt Driven Live Roller
When you need to move small to medium-sized products or packages with minimal pressure accumulation, this is a good option. This type of conveyor can be used to great effect at the end of a picking line, as it won’t force packages in the back to crush those in the front when the work gets heavy.
-
Gravity Conveyors
A gravity conveyor uses the earth’s gravity and the load’s weight to move products. Many options are modular, so they can be used in multiple capacities. They are generally used for loading and unloading of trucks, and for transportation through picking areas.
-
Metal Belt Conveyors
If you require a belt conveyor, but rubber or PVC aren’t suitable conveyor belting materials, a metal belt conveyor may meet your needs. These work like traditional belt conveyors, but the metal belt has qualities that make it superior in industries like food processing and pharmaceutical manufacturing. Metal is virtually unstretchable, has a very high strength to weight ratio, and is easily sanitized.
-
Stainless Steel Conveyors
In any instance that has sanitary requirements, exposure to harsh chemicals, or in washdown environments, stainless steel is appropriate. Stainless steel is chemical resistant, easy to clean, and is another good option for food processing, pharmaceutical, or hygiene industries.
Case Handling Conveyors
-
Continuous Vertical Conveyors
When you need to connect two conveyors at different heights, a continuous vertical conveyor acts as a lift to bridge the gap.
-
Lift / Rotate Conveyors
This type of conveyor is perfect when an item needs to arrive at the end of the line in a specific orientation. As its name implies, this machine lifts and rotates products, then sets them back on the line.
-
Lineshaft Conveyor
Lineshaft conveyors are a great type of roller conveyor that is driven by a shaft underneath the rollers, which connects to rings that power the rollers. They are a very safe option for when you have people working on the line, because the rollers will stop if fingers or clothing make their way into the gaps.
-
Plastic Belt Conveyors
These are very similar to belt conveyors, but they utilize a belt made of interlocking plastic pieces, rather than a flat belt. This construction makes the belts modular, and prevents belt slippage.
Pallet Handling Conveyors
-
Chain Driven Live Roller
This live roller is ideal for pallets or other heavy objects, due to its heavy duty construction and extra power provided by the chain drive.
-
Chain Transfers
Used for making ninety degree turns, chain transfers bridge the gap between adjacent conveyors. They allow flexibility in layout design and space savings.
-
Vertical Reciprocating Conveyors
Also known as a VRC, a vertical reciprocating conveyor is a gravity driven lift that moves objects from one fixed elevation to another.
-
Scissor Lifts
Typically a motorized vehicle, a scissor lift is a platform made to raise personnel and materials vertically. They are equipped with rails to prevent falls, and the lift mechanism resembles scissors opening and closing.
-
Stackers & Destackers
These machines keep your employees safe by stacking or unstacking pallets or heavy packages automatically.
-
Tilters
A tilter automatically tilts product at a preset angle that can reach nearly 90 degrees. They are useful for drainage and drying, accessing and lifting products, and transferring all items in a container for easy access.
-
Transfer Cars
When you are dealing with heavy, oversized, or odd shapes that need to be transported, transfer cars are an invaluable tool. They can be made to work with several different conveyor systems, and they increase efficiency and safety.
-
Turntables
A turntable is a type of conveyor that achieves directional changes with minimal impact on space. They can be set to rotate incrementally or to rotate continually.
-
Upenders
Upenders are similar to tilters but are made to hydraulically flip objects. They may flip objects that are too heavy to flip by hand, or transfer objects onto a line.
A quick note on conveyor systems safety
Conveyors can be incredibly useful tools, but since they tend to be pieces of heavy machinery with many moving parts, it is very important to understand the safety protocols when dealing with each one. Since each type of conveyor is different, the safety guidelines surrounding them look different with each type. Make sure each person who uses the conveyor is trained in its operation and safety procedures. Conveyors come with decals to remind users of how to safely operate the machine.
Taking the leap
As we’ve mentioned before conveyor systems are a set of simple machines that move parts or products from one place to another, increasing efficiency and reducing worker fatigue. Identifying bottlenecks is a great way to determine how the proper conveyor system can help you and your business, and which system will be the most useful for you. Talking with a professional will help you understand where you’re at, and where you’re going. We can help you design a system for peak performance today, but can be modular to expand as readily as your business.